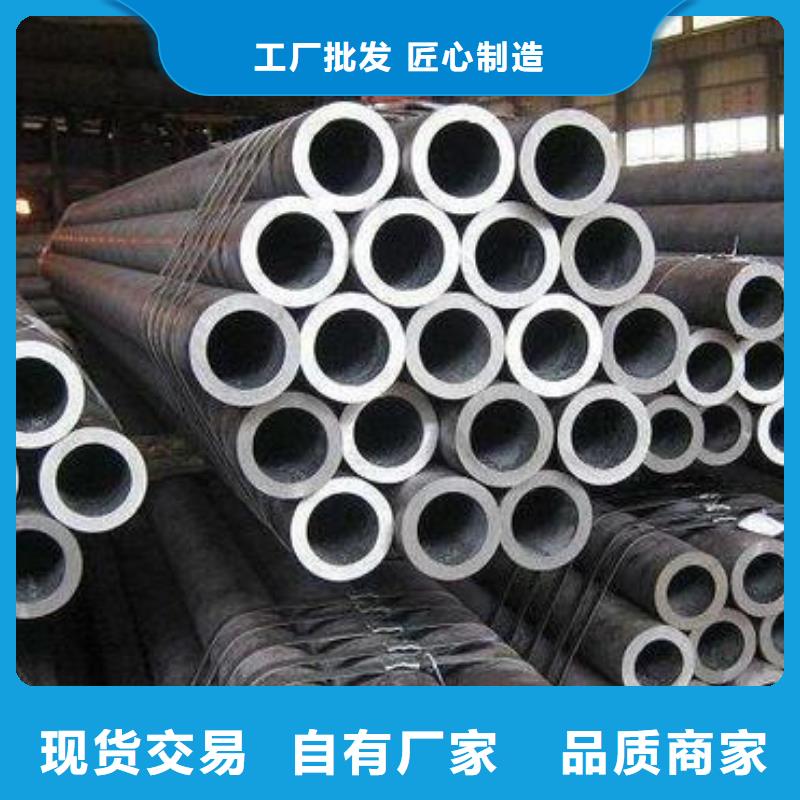

不容错过的无缝钢管-20G无缝钢管型号齐全视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:江西吉安无缝钢管-20G无缝钢管型号齐全的图文介绍
硕鑫钢管(吉安市分公司)位于开发区高速口,是一家集生产、售后服务于一体的公司。目前公司主要产品有 矩形方管,产品品种质量均处于同行业优良水平,广泛应用于各大企业。产品质量良好,多年来和多家企业进行多次合作,我们可以根据客户的具体要求定制生产,满足不同的客户需求。公司自成立以来,在多年的发展过程,和多家企业和公司进行了亲密的合作和周到的售后服务。我们将本着“信守合同,价格适宜”的宗旨,竭诚为广大用户服务。我们将以新的机制、新的起点,继续致力于 矩形方管产品的生产,努力提高公司的素质,增强市场竞争能力,争取在本行业中立于有利之地。诚挚欢迎朋友来电来函增进友谊,洽谈业务。我们愿与您一起共创辉煌的未来!


因为管道在生锈之后,承受压力能力,就会现很大减弱。可是管道中所流通水量,却不会现太大变化,这样一来同样水压,可能就会冲毁管道。所以当管道,大部分都生锈了之后,就会马上更换管道,不然就会带来更大损失。如果钢管各个部分,内波动分大,那这是不合格无缝钢管。因为劣质无缝钢管,在制作过程中,由于温度达不到条件。因此这样钢管,钢温分不稳定,会产生阴阳两面。而且这样钢管,自身钢成分,厄运时分不均与。无缝钢管抗腐蚀性能非常好,因为无缝钢管在加工环节还会对其进行耐腐蚀性能检测处理。就是把管道放进酸性溶液中进行。这样一来就能满足污水中酸性或者碱性物质排放。进而保证了城市排水系统和城市各个方面正常运行。



硕鑫钢管(吉安市分公司)是一家专业从【矩形方管】的研发、生产、销售于一体的综合型企业。公司坐落于全国大型【矩形方管】生产基地--江西吉安,位置优良,交通便利。公司【矩形方管】产品通过相关质量体系认证。
公司主要经营:【矩形方管】。经数年的建造努力,公司以优良服务为广大用户提供高性能、高品质的【矩形方管】,技术指标已达到或超过标准。现公司【矩形方管】产品销售全国各地,并出口海外市场,受到客户的认可。



现在钢管行业供需矛盾较为突,钢管产能短期内仍然处于一个较高位置,由于钢管去库存进度缓慢,再加上钢管主导钢管企业看空后期市场价格下调。是钢管行情越发低迷。企业产量增长缓慢,造成国内市场需求不济,钢管生产保持较高水平。
到了进一步使和,能源运输意义重大,而无缝钢管在其中扮演着重要角色,谈及这种类管道材料,我们首先强度比15 钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊焊接性能好,气焊时厚度小,外形要求严格或形状复杂制件上易发生裂纹。
而这不仅仅会给企业,带来一些经济上损失。对于施工工人来说,可能一次事故,就表一条生命逝去。可是在近几年,这样一些事故,为什么越来越少了呢。那是因为近几年,现了一种,更加优质管道,这就是无缝钢管。
到了进一步使和,能源运输意义重大,而无缝钢管在其中扮演着重要角色,谈及这种类管道材料,我们首先强度比15 钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊焊接性能好,气焊时厚度小,外形要求严格或形状复杂制件上易发生裂纹。
而这不仅仅会给企业,带来一些经济上损失。对于施工工人来说,可能一次事故,就表一条生命逝去。可是在近几年,这样一些事故,为什么越来越少了呢。那是因为近几年,现了一种,更加优质管道,这就是无缝钢管。


初步整圆阶段27simn无缝钢管圆度的控制
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。


